



 扫一扫
扫一扫
桓禹建筑工程有限公司拥有先进的设备,具有较完整的设计、开发、检测和制作 PVC防水卷材、的能力。我们会根据你的实际需求为您提供使用的应用,我们用更多的创意为企业发展进行有效工作。此外,在技术层面上,我们还会考虑产品质量、安全、工艺、美观等因素,尽量为客户降低成本,提高广告效益。 在多年的风雨磨练下公司日渐形成先进的工作理念,管理架构与服务工作,通过增加各部门的精英人才,我们在为不断提升自我竞争力而努力,有着核心设计人才和专业的施工队伍,以求更完善地为每个客户服务。


)温度设定
焊接的温度及速度由环境温度、风力、卷材温度所决定,每天正式开始焊接前或气温急剧变化后,必须进行试焊,以确定 的焊接温度及速度。
4)卷材的焊接
? 所有接缝相交处,用硅酮辊滚压缝以保证热空气焊缝的连续缝。TPO卷材多层厚度引起的表面不规则,可能造成假焊。
? 保证热焊接区无折皱,在搭接区的折皱必须切掉。
5)手持焊接机的设定
? 用于泛水焊接时手持焊接机的温度应设定为“5”。
? 用于卷材焊接时手持焊接机的温度设定为“6”。
? 硅酮辊应始终沿垂直于卷材的焊接缝或泛水方向进行滚压。




1)设备选择
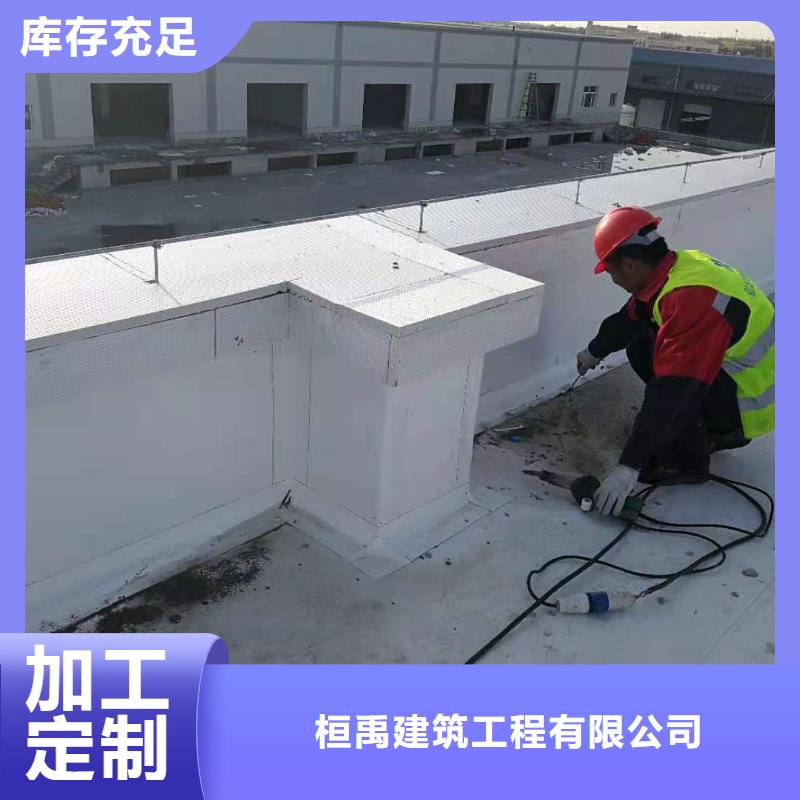
使用手持热空气焊接机以及硅酮辊,以热空气焊接TPO卷材。

2)受污染的TPO卷材搭接部位,先用湿布擦去灰尘等杂物,再用清水清洗焊接区(严重污染可使用中性清洗剂清洗),再用干净的擦拭布擦干,用专用卷材清洗剂进行彻底清洗,白色抹布擦干,待卷材清洗剂彻底挥发后焊接(视环境温度约需15~30分钟),焊接速度应较正常焊接速度慢约20%。

技术支持:k797.com